
Belt Type Bucket Elevator for Fertilizer
The Belt Type Bucket Elevator for Fertilizer vertically lifts fertilizer from a low position to a designated high position by using a belt-driven bucket. This solves the problems faced by traditional lifting equipment when conveying corrosive, damp, and caking fertilizer raw materials and finished products, such as rapid wear, material blockage, high breakage rate, and safety hazards.
| Lifting height | 40m |
| Conveying capacity | 500m³/h |
| Hopper width | 200-1600 mm |
| Belt Speed | 1-2m/s |
| Belt Material | Abrasion-resistant, oil-resistant, and anti-static rubber or PVC belt |
What is a Belt Type Bucket Elevator for Fertilizer?
A Belt Type Bucket Elevator for Fertilizer is a vertical conveyor designed for the fertilizer industry, addressing the challenges of transporting highly corrosive, hygroscopic, brittle, and flammable fertilizer particles. It replaces metal chains with acid- and alkali-resistant rubber or PVC belts, fundamentally eliminating chain corrosion and impact-induced particle breakage. Through smooth transmission and centrifugal or continuous unloading, it achieves continuous and stable lifting heights up to 40 meters and conveying capacities up to 500 cubic meters per hour, with minimal backflow. Depending on the properties of different fertilizers, it can be flexibly equipped with 304/316 stainless steel hoppers, Teflon-coated hoppers, or continuous hoppers, effectively solving problems such as urea adhesion and blockage, potassium fertilizer chloride ion corrosion, and compound fertilizer moisture adhesion. The fully sealed casing, combined with an explosion-proof device, further eliminates dust leakage and explosion hazards, providing fertilizer plants with a safe, clean, and low-maintenance material lifting solution.

Why Choose a Belt Type Bucket Elevator for Fertilizer?
The Belt Type Bucket Elevator for Fertilizer features smooth, belt-driven operation without rigid impact, controlling the breakage rate of fertilizer granules such as urea and compound fertilizer to below 0.3%, maximizing the integrity of the finished product. It uses acid and alkali resistant rubber belts or food-grade PVC belts, combined with a stainless steel or anti-corrosion coated shell, completely eliminating the risk of corrosion from metal chains and preventing rust contamination of materials, extending the overall lifespan of the machine by 2-3 times. It can achieve high-capacity continuous conveying of over 1000 m³/h with a return rate of less than 1%, adapting to high-lifting demands in confined spaces. The fully sealed welded shell, combined with sealing gaskets and explosion-proof devices, effectively suppresses dust leakage, reduces the risk of dust explosions, and ensures production safety and environmental compliance.

What are the applications of the Belt Type Bucket Elevator for Fertilizer?
The Belt Type Bucket Elevator for Fertilizer is used in the fertilizer industry to elevate and transport urea, diammonium phosphate (DAP), monoammonium phosphate (MAP), triple superphosphate (TSP), potassium chloride, potassium sulfate, ammonium nitrate, ammonium sulfate, NPK compound fertilizer, organic fertilizer granules, and sulfur-containing fertilizers. For brittle granules such as urea and compound fertilizers, customization is available based on the characteristics of different materials: When transporting urea granules, a stainless steel hopper and rubber belt, combined with a sealed casing and desiccant interface, achieve zero breakage and moisture prevention; for weakly acidic DAP/MAP powders, an epoxy-coated carbon steel or stainless steel casing is used, and continuous unloading effectively suppresses dust; when handling highly hygroscopic and corrosive potassium chloride/sulfate, a stainless steel hopper, acid and alkali resistant belt, and an anti-caking scraping device are designed in the base; for high-humidity, easily agglomerated NPK compound fertilizer, a continuous hopper type with an inner coating is recommended to ensure complete unloading; and for transporting low-density, fibrous organic fertilizer granules, a shallow hopper high-speed centrifugal unloading method is used to prevent clogging.

How does the Belt Type Bucket Elevator for Fertilizer work?
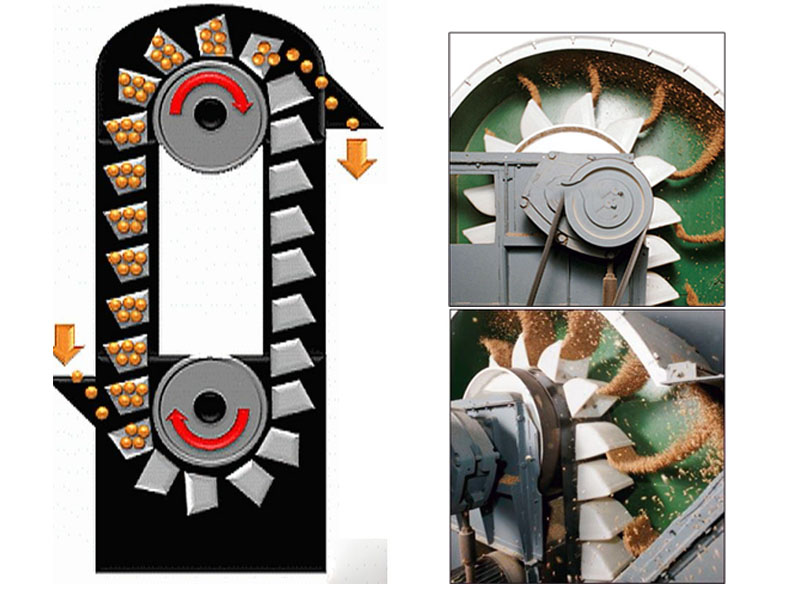
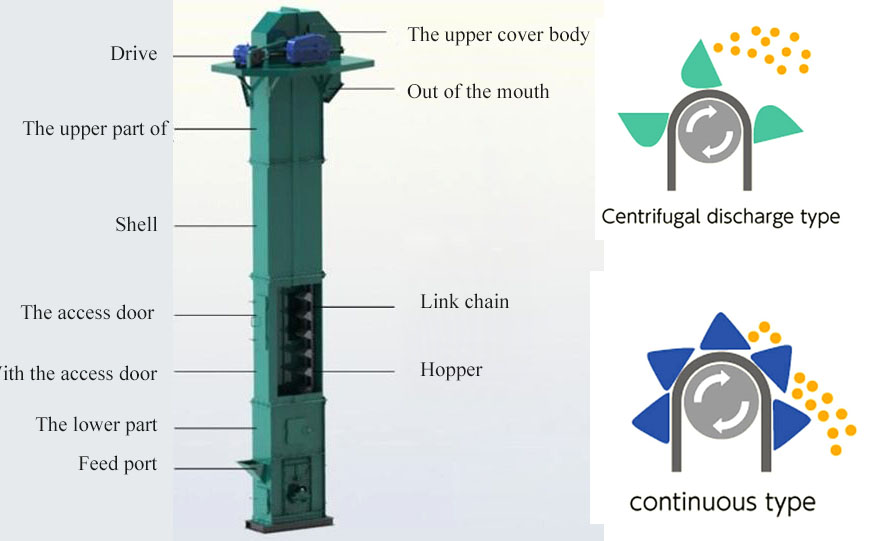
During operation, the Belt Type Bucket Elevator for Fertilizer utilizes hoppers fixed to a corrosion-resistant belt that circulate vertically within a sealed casing. Fertilizer material is scooped up or flows in from the bottom, smoothly lifted to the top, and then discharged by centrifugal force or gravity. As the hopper passes the head roller, different discharge methods are used depending on the fertilizer's characteristics: granular fertilizer is discharged centrifugally, using centrifugal force to throw the material into the discharge port; easily dusty powdery fertilizer is discharged continuously by gravity, with the material sliding along the back of the previous hopper into the discharge chute under gravity. Precisely designed hopper shape, roller speed, and discharge port angle ensure a backflow rate of less than 1%, preventing material breakage caused by repeated circulation at the head of the machine.
What configurations of the Belt Type Bucket Elevator for Fertilizer are available?
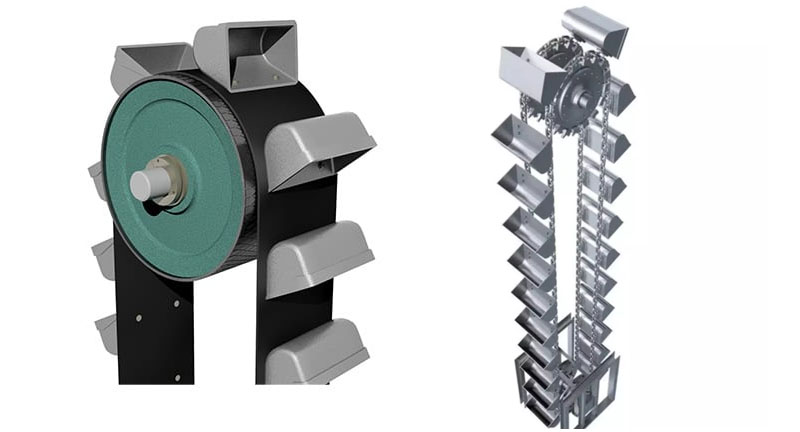
The Belt Type Bucket Elevator for Fertilizer mainly consists of a traction belt, an upper section with a drive roller, a lower section with a tension roller, a middle housing, a drive unit, and a backstop brake. Flexible customized configurations are available to suit different fertilizer properties.
Traction Belt: Available in wear-resistant, oil-resistant, and anti-static rubber or PVC belts; for high-temperature fertilizers, a special belt with a temperature resistance of over 120℃ can be upgraded.
Hopper: Available in 304/316L stainless steel deep hoppers, shallow hoppers, and continuous hoppers; for highly viscous organic fertilizers, Teflon anti-stick coating or ultra-high molecular weight polyethylene lined hoppers are available for rapid emptying.
Housing Sealing and Cleaning: Silicone rubber sealing strips are embedded between flanges; a cleaning port and drain valve are located at the bottom; the tail pulley uses an external bearing and automatic tensioning, combined with a sloping base, to prevent fertilizer powder from accumulating and clumping.
Drive and Protection: Standard geared motor, variable frequency speed control optional; equipped with anti-deviation switch, speed monitor, and material level sensor, interlocked with central control system, automatic shutdown in case of abnormality.
Explosion-proof Configuration (Optional): ATEX-certified motor and electrical components; multiple explosion vents on the housing, meeting Zone 21/22 safety standards.
Belt Type Bucket Elevator for Fertilizer Parameters
| Model | Max Feed Size (mm) | Capacity (Ton/Hour) | Lifting Speed (m/s) | Belt Width (mm) | Lifting Height (m) |
| TD160 | 25 | 5.4-16 | 1.4 | 200 | <40 |
| TD250 | 35 | 12-35 | 1.6 | 300 | <40 |
| TD315 | 45 | 17-40 | 1.6 | 400 | <40 |
| TD400 | 55 | 24-66 | 1.8 | 500 | <40 |
| TD500 | 60 | 38-92 | 1.8 | 600 | <40 |
| TD630 | 70 | 85-142 | 2 | 700 | <40 |
Comparison of belt bucket elevators and chain bucket elevators in fertilizer conveying
| Comparison Items | Belt Bucket Elevator | Chain Bucket Elevator |
| Corrosion Resistance | Belt does not corrode; buckets and housing can be treated with anti-corrosion coating; no metal abrasion contamination | Chain and sprockets are prone to corrosion; grease lubrication may contaminate fertilizer |
| Particle Breakage Rate | Smooth operation; breakage rate <0.3% | Strong polygonal effect; breakage rate can reach 1%~2% |
| Noise | Low noise, suitable for indoor installation | High noise from metal friction and impact |
| Maintenance and Care | Belt requires no lubrication, only periodic tension checks | Chain requires frequent lubrication and link wear checks |
| Applicable Temperature | -20℃~120℃ (depending on belt material) | Can withstand higher temperatures, but requires high-temperature lubrication |
| Initial Investment | Lower | Higher Price for Equivalent Specifications |
| Recommended Scenarios | Granular, powdery, corrosive fertilizers; high cleanliness requirements | High temperature, heavy load, large materials, or special requirements |
Belt Type Bucket Elevator for Fertilizer Case
A European and American high-tower compound fertilizer project with an annual production capacity of 300,000 tons adopted Dahan's TH630 Belt Type Bucket Elevator for Fertilizer, with a lifting height of 32 meters, transporting DAP/NPK mixtures. In 48 months of actual operation, the belt only needed to be replaced once. The particle breakage rate decreased from 1.5% with the original chain lifting to 0.25%, reducing annual losses due to pulverization of finished products by over 600,000 yuan. To date, the equipment has shown no corrosion perforation or dust leakage.

Belt Type Bucket Elevator for Fertilizer FAQs
Q: Can belt bucket elevators transport wet, sticky fertilizers?
A: Yes. For moist fertilizers with a moisture content of 5%~8%, we use continuous buckets with large arc bottoms and deep buckets. The inner wall of the buckets is coated with an anti-stick coating, and the discharge port angle is increased. If necessary, an anti-clogging agitator or a heating and drying device can be installed at the feed inlet.
Q: How to prevent corrosion when transporting potash fertilizer?
A: We recommend using acid and alkali resistant rubber for the traction belt, 304 stainless steel for the buckets and casing, and 316L stainless steel for fasteners. All welds undergo pickling and passivation treatment. Actual project data shows that this configuration has operated continuously for 5 years without significant corrosion.
Q: What is the maintenance frequency and cost of the belt-driven bucket elevator?
A: Belt-driven elevators are easy to maintain. Routine checks only require checking belt tension, bearing temperature, and the integrity of the gaskets. The belt needs to be replaced every 2-3 years on average. There are no lubrication points, and the annual maintenance cost is approximately one-third that of a chain-driven elevator.
Q: Can it be used for both finished product silo feeding and truck loading simultaneously?
A: Yes. Through a three-way distribution valve and sealed chute, the same elevator can supply material to multiple silos and can be switched to the bulk truck loading port, achieving multi-purpose functionality.



Products
Hot Modules
locations
![]()
![]()
![]()
![]()
headquarters
Address:China,Yanjin county forest park gate to the west 1000 meters north road.