
Belt Type Bucket Elevator for Cement
| Lifting height | 40m |
| Conveying capacity | 400m³/h |
| Hopper width | 160-1600 mm |
| Belt Speed | 1-2 m/s |
| Application Material | Powdered, granular, small block, low to medium abrasive cement |
What is a Belt Type Bucket Elevator for Cement?
A Belt Type Bucket Elevator for Cement is used in the cement industry for vertical conveying of powdery and granular cement materials. It uses a high-strength rubber belt as the traction element, and a motor drives buckets fixed to the belt to vertically convey cement materials from a low position to a high position. The lifting height can reach 50 meters, the conveying capacity is 5-571 m³/h, and the maximum temperature resistance is 250℃. It is used in key sections of cement plants such as raw meal homogenization silo feeding, preheater tower lifting, and finished cement silo loading.

What are the applications of a Belt Type Bucket Elevator in cement plants?
In cement production lines, Belt Type Bucket Elevator for Cement is widely used for lifting powdery and granular materials such as raw meal, finished cement, and fly ash.

Raw Meal Conveying: After being ground in a vertical mill or ball mill, raw meal is conveyed via a Belt Type Bucket Elevator for Cement to the raw meal homogenization silo or directly fed into the preheater tower.
Preheater Feeding: In the preheater tower at the kiln tail, the Belt Type Bucket Elevator for Cement lifts the raw meal to a height of 50 meters and feeds it into the preheater.
Clinker Lifting: Clinker has a high temperature and is abrasive, but with the addition of heat-resistant belts, such as steel-core heat-resistant belts, capable of withstanding instantaneous temperatures of 200-250°C, the Belt Type Bucket Elevator for Cement can still handle the vertical transport of clinker.
Finished Cement Storage: After grinding in a cement mill, the finished cement is lifted by a belt bucket elevator to the top of the cement silo for storage. The temperature of the finished cement is typically in the range of 60-80°C, fully meeting the temperature resistance requirements of standard belts.
What are the advantages of the Belt Type Bucket Elevator for Cement?
The Belt Type Bucket Elevator for Cement enables continuous, high-volume cement transport via belt conveyor, making it particularly suitable for the large-scale production needs of cement plants or mixing stations. The enclosed or semi-enclosed belt structure reduces dust, improves the working environment, and minimizes material loss. Belt conveyors operate smoothly with low noise and cause minimal wear on cement particles, thus maintaining cement quality. Furthermore, depending on the cement powder type, it offers Q-type shallow hoppers for free-flowing fine powders, H-type arc-bottom hoppers for granular materials, and ZD-type medium-deep hoppers and SD-type deep hoppers for high-density cement, allowing users to flexibly select the appropriate type based on material characteristics.

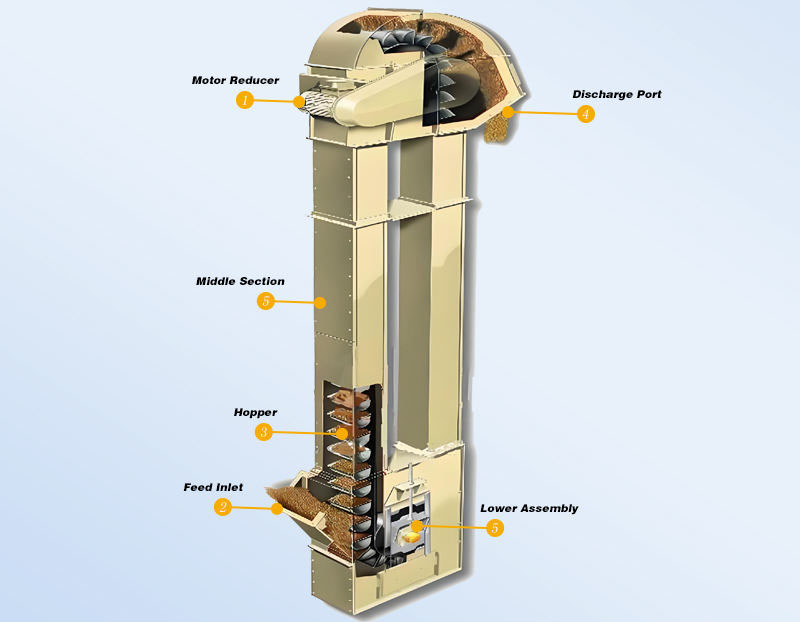
How Does a Belt Type Bucket Elevator for Cement Work?
The Belt Type Bucket Elevator for Cement primarily involves three steps in the cement transport process: loading, lifting, and unloading. After cement enters through the inlet, it is directly scooped into the hopper at the bottom. For free-flowing powdery materials, a "flow-in" loading method can be used, where the material directly fills the hopper. Then, the motor drives the head pulley to rotate, and the belt uses the friction between the head pulley and the belt to move the hopper upwards. During the conveying process, the hopper operates within a closed casing to prevent dust leakage. When the hopper reaches the top impeller, the cement is ejected from the discharge port under the combined action of centrifugal force and gravity. Centrifugal unloading is generally used; the hopper passes at high speed above the impeller, and the cement falls precisely into the discharge chute along a parabolic trajectory due to centrifugal force.
Belt Type Bucket Elevator for Cement Parameters
| Model | Max Feed Size (mm) | Capacity (Ton/Hour) | Lifting Speed (m/s) | Belt Width (mm) | Lifting Height (m) |
| TD160 | 25 | 5.4-16 | 1.4 | 200 | <40 |
| TD250 | 35 | 12-35 | 1.6 | 300 | <40 |
| TD315 | 45 | 17-40 | 1.6 | 400 | <40 |
| TD400 | 55 | 24-66 | 1.8 | 500 | <40 |
| TD500 | 60 | 38-92 | 1.8 | 600 | <40 |
| TD630 | 70 | 85-142 | 2 | 700 | <40 |
What are the differences between belt-type bucket elevators and chain-type elevators for cement conveying?
The main differences between belt-type bucket elevators and chain-type elevators for cement conveying lie in the traction component, applicable working conditions, and operating characteristics: Belt-type elevators use high-strength rubber belts or steel core belts as the traction component, relying on friction transmission. They operate smoothly, consume less energy, and have lower initial investment and maintenance costs. They are suitable for conveying powdery cement, raw materials, and other materials with temperatures below 130°C and low abrasiveness, achieving a lifting height of up to 40 meters. Chain-type elevators, on the other hand, use metal plate chains or ring chains, relying on sprocket meshing transmission. Their structure is more resistant to high temperatures up to 250°C and impact, making them suitable for clinker, large particles, and other high-temperature, high-abrasive materials. However, the chains wear out faster, generate more noise, and have higher energy consumption and subsequent maintenance costs. In summary, belt-type elevators are preferred for conventional cement conveying due to their greater economy and operating efficiency; chain-type elevators are more reliable under extreme high-temperature or high-wear conditions.
| Comparison | Belt Type Bucket Elevator | Chain Type Bucket Elevator |
| Traction Component | Rubber Belt/Steel Core Belt, Friction Drive | Metal Plate Chain/Ring Chain, Sprocket Meshing Drive |
| Applicable Materials | Powder, Granular, Small Lumps, Low to Medium Abrasiveness | Large, high-temperature, highly abrasive materials |
| Temperature resistance | Standard ≤80°C, tropical resistant ≤130~200°C, steel core belt ≤250°C | ≤130~250°C, but chain wear accelerates with increasing temperature |
| Lifting height | ≤40m | ≤60~70m |
| Operating speed | 1.2~2.3 m/s, centrifugal/mixed unloading | 0.5~1.4 m/s, Gravity unloading |
| Energy Consumption Level | Low energy consumption, high transmission efficiency | High energy consumption, chain drive has additional friction loss |
| Noise Level | Low noise operation | Chain link impact, relatively high noise |
| Initial Investment | Low | High, approximately 30~50% higher |
| Maintenance Cost | Easy maintenance, few spare parts, long cycle time | Chain links are prone to wear, requiring regular lubrication and chain replacement |
| Lifespan | Belt lifespan > 5 years, steel core belt lifespan can reach 10 years or more | Chain lifespan is affected by wear and tear, but with proper maintenance it can last 5-8 years |
Belt Type Bucket Elevator for Cement Case
In a Southeast Asian cement company's application of the kiln tail feed and raw material storage system, two N-TGD1000 steel wire belt bucket elevators were installed. The kiln feed elevator is model N-TGD1000×105.5m, with a conveying capacity of 450 tons/hour and a center-to-center distance of 50.5m; the storage elevator is model N-TGD1000×73.5m, with a conveying capacity of 500 tons/hour. These two machines respectively handle the raw material conveying at the kiln tail and the raw material homogenization silo, improving the vertical conveying efficiency of the entire production line.

Frequently Asked Questions about Belt Type Bucket Elevators for Cement
Q1: How to choose between Belt Type and Chain Type?
A: The key is the material temperature. When the material temperature is below 130°C, the belt type is more cost-effective; when the material temperature is consistently above 130°C, the chain type is more suitable. In addition, material particle size and abrasiveness must be considered—for powdery materials, belt conveyors are perfectly adequate; for large, highly abrasive materials, chain conveyors are more durable.
Q2: What is the maximum lifting height of a belt-driven bucket elevator in a cement plant?
A: The standard belt-driven model has a lifting height of no more than 40 meters; high-end models using steel-core belts can reach 130-140 meters.
Q3: Can a belt conveyor be used to lift cement at temperatures reaching 200°C?
A: Yes. Using heat-resistant rubber belts (suitable for instantaneous temperatures of 200°C) or steel-core heat-resistant belts (suitable for instantaneous temperatures of 250°C) allows for use in high-temperature conditions. However, note that for permanent temperatures exceeding 130°C and long-term continuous high temperatures, a chain conveyor is recommended.
Q4: Can a belt-driven bucket elevator be used to lift clinker?
A: It depends. When the clinker temperature is around 80-100°C, heat-resistant rubber belts or steel core belts can be used normally; however, the high abrasiveness of clinker will accelerate belt wear, so heavy-duty designs and wear-resistant coatings are recommended. For large pieces or highly impactful clinker, chain conveyors remain the safest choice.


Products
Hot Modules
locations
![]()
![]()
![]()
![]()
headquarters
Address:China,Yanjin county forest park gate to the west 1000 meters north road.